一种抗震耐火钢筋及其制备方法
本发明涉及建筑结构用高强抗震耐火钢领域,更具体地讲,涉及一种抗震耐火钢筋及其制备方法。
背景技术:
1、
2、在建筑用钢材领域中,提高建筑用钢材的耐火性可以大量减少防火涂层的使用,起到绿化环境和保护生态的作用。另外,在高层建筑中应用耐火钢,可以使钢铁材料在火灾来临时不易被破坏,从而有效延长建筑物倒塌时间,为人们的生命财产提供安全保证。
3、钢材的耐火性、生产工艺流程和生产成本等问题一直阻碍着耐火钢的发展和应用,如何在保证耐火性的前提下保证钢材良好的塑韧性并尽可能的降低成本,是一个值得深入研究的问题。
技术实现思路
1、针对现有技术中存在的不足,本发明的目的之一在于解决上述现有技术中存在的一个或多个问题。例如,本发明的目的之一在于提供一种既满足耐火性又具有良好力学性能的抗震耐火钢筋。
2、本发明的一方面提供了一种抗震耐火钢筋,可以包括以下重量百分比的化学成分:c≤0.22%,si:0.1%-0.5%,mn:1.0%-1.6%,p≤0.012%,s≤0.008%,mo:0.1%-0.45%,nb≤0.05%,v≤0.15%,余量为fe和不可避免的杂质。
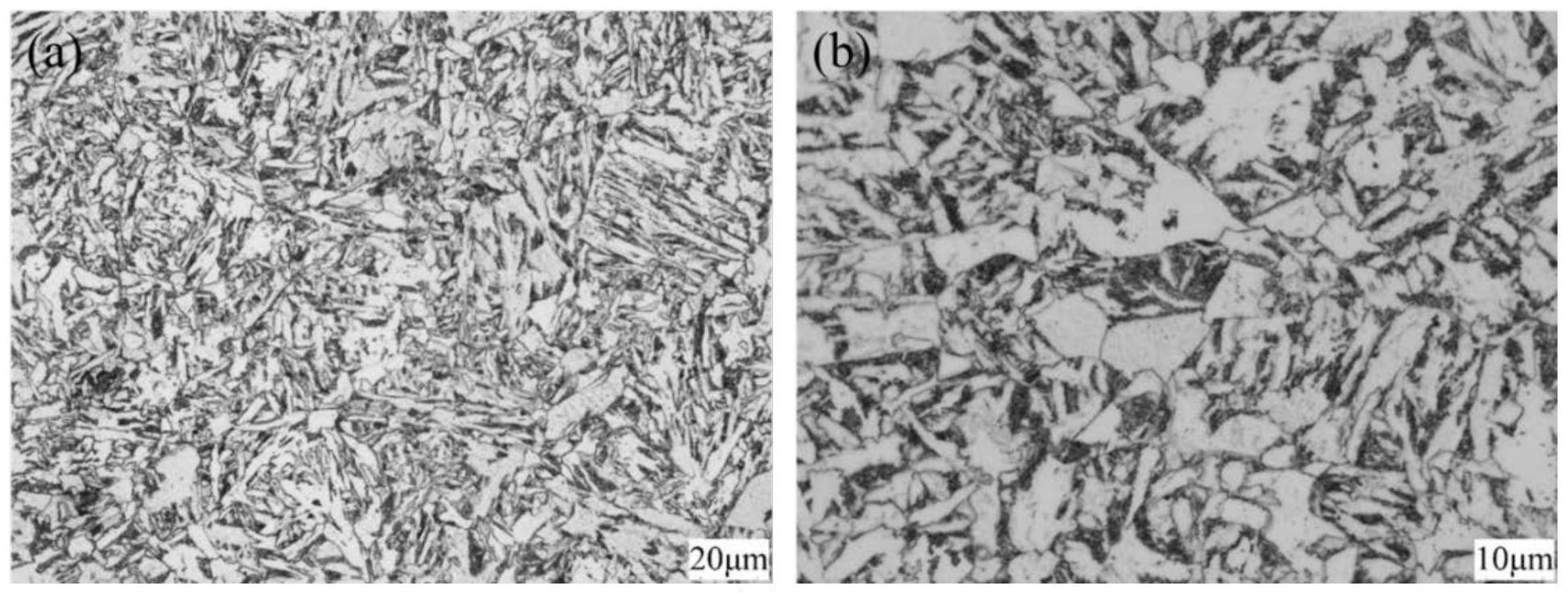
3、进一步地,抗震耐火钢筋组织结构可以包含铁素体、珠光体以及贝氏体,其中,铁素体组织所占的体积百分数为50%~70%。
4、进一步地,抗震耐火钢筋的屈服强度可以大于500mpa,抗拉强度可以大于630mpa,强屈比可以大于1.25,断后伸长率可以大于15%。
5、进一步地,抗震耐火钢筋在600℃下屈服强度可以不低于室温下屈服强度的2/3。
6、进一步地,可以包括以下步骤:制备按重量百分比计c含量为3.7%~4.3%,s含量>0.08%的铁水;对铁水预处理,控制钢水终点成分,进入钢包后进行脱氧合金化处理,然后精炼,得到目标成分的钢水,并将钢水浇铸为钢坯;将钢坯加热至组织完全奥氏体化,经粗轧和精轧,粗轧为奥氏体再结晶区轧制,精轧为奥氏体非再结晶区轧制,得到抗震耐火钢筋,其中,目标成分的钢水包括以下重量百分比的化学成分:c≤0.22%,si:0.1%-0.5%,mn:1.0%-1.6%,p≤0.012%,s≤0.008%,mo:0.1%-0.45%,nb≤0.05%,v≤0.15%,余量为fe和不可避免的杂质。
7、进一步地,粗轧温度区间可以为1080~1120℃,共轧制8~14道次;精轧温度区间可以为1000~1080℃,共轧制6~12个道次,累积压下率不小于60%。
8、进一步地,钢坯加热温度区间可以为1120~1200℃,加热时间可以不小于120分钟。
9、进一步地,控制钢水终点成分可以包括采用高拉补吹法,补吹不大于两次,终点成分包括按重量百分比计:c≥0.06%,s≤0.04%,p≤0.01%。
10、进一步地,脱氧合金化处理可以包括钼铁合金随钢水冶炼过程中加入的废钢一起加入,出钢1/3左右开始加增碳剂、硅锰合金、钒氮合金以及铌铁进行微合金化,合金料要求出钢过程均匀加入,出钢3/4前加完。
11、进一步地,精轧后可以将钢筋冷却至900~1030℃,随后空冷至室温。
12、与现有技术相比,本发明的有益效果至少包括以下中的至少一项:
13、(1)本发明通过成分和轧制工艺参数的设计,以铁素体+珠光体+贝氏体为目标微观组织结构,精确调控组织构成大小及晶粒大小,以同时满足低屈强比、高韧性、高耐火性的要求。
14、(2)本发明的钢筋在满足耐火性的前提下尽可能降低了钼的含量至0.2%左右,节约了生产成本,促进了耐火钢在建筑中的广泛应用,提高了建筑物的安全性和可靠性;
15、(3)本发明方法通过合理控制轧制工艺中的粗轧温度、精轧温度、冷却方式,在未再结晶区进行精轧,促进了晶体内位错的形成,提高了钢筋的室温强度并抑制了高温条件下晶粒的粗化长大,轧后空冷为碳氮化物析出提供足够长的时间,另外使铁素体和贝氏体充分发展,减少或避免马氏体等硬相组织的产生,为钢筋耐火性提供了保障。
技术特征:
1.一种抗震耐火钢筋,其特征在于,包括以下重量百分比的化学成分:c≤0.22%,si:0.1%-0.5%,mn:1.0%-1.6%,p≤0.012%,s≤0.008%,mo:0.1%-0.45%,nb≤0.05%,v≤0.15%,余量为fe和不可避免的杂质。
2.根据权利要求1所述的抗震耐火钢筋,其特征在于,抗震耐火钢筋组织结构包含铁素体、珠光体以及贝氏体,其中,铁素体组织所占的体积百分数为50%~70%。
3.根据权利要求1或2所述的抗震耐火钢筋,其特征在于,抗震耐火钢筋的屈服强度大于500mpa,抗拉强度大于630mpa,强屈比大于1.25,断后伸长率大于15%。
4.根据权利要求1或2所述的抗震耐火钢筋,其特征在于,抗震耐火钢筋在600℃下屈服强度不低于室温下屈服强度的2/3。
5.根据权利要求1至4中任意一项所述的抗震耐火钢筋的制备方法,其特征在于,包括以下步骤:
6.根据权利要求5所述的抗震耐火钢筋的制备方法,其特征在于,粗轧温度区间为1080~1120℃,轧制8~14道次;精轧温度区间为1000~1080℃,轧制6~12道次,累积压下率不小于60%。
7.根据权利要求5或6所述的抗震耐火钢筋的制备方法,其特征在于,钢坯加热温度区间为1120~1200℃,加热时间不小于120分钟。
8.根据权利要求5或6所述的抗震耐火钢筋的制备方法,其特征在于,控制钢水终点成分包括采用高拉补吹法,补吹不大于两次,终点成分包括按重量百分比计:c≥0.06%,s≤0.04%,p≤0.01%。
9.根据权利要求5或6所述的抗震耐火钢筋的制备方法,其特征在于,脱氧合金化处理包括钼铁合金随钢水冶炼过程中加入的废钢一起加入,出钢1/3左右开始加增碳剂、硅锰合金、钒氮合金以及铌铁进行微合金化,合金料要求出钢过程均匀加入,出钢3/4前加完。
10.根据权利要求5或6所述的抗震耐火钢筋的制备方法,其特征在于,精轧后将钢筋冷却至900~1030℃,随后空冷至室温。
技术总结
本发明提供了一种抗震耐火钢筋及其制备方法。抗震耐火钢筋包括以下重量百分比的化学成分:C≤0.22%,Si:0.1‑0.5%,Mn:1.0‑1.6%,P≤0.012%,S≤0.008%,Mo:0.1‑0.45%,Nb≤0.05%,V≤0.15%,余量为Fe和不可避免的杂质。制备方法包括制备按重量百分比计C为3.7%~4.3%,S>0.08%的铁水;对铁水预处理,控制钢水终点成分得到目标成分的钢水,并浇铸为钢坯;将钢坯加热至组织完全奥氏体化,经粗轧和精轧,得到抗震耐火钢筋。本发明通过成分和轧制工艺参数的设计,以铁素体+珠光体+贝氏体为目标微观组织结构,能够同时满足低屈强比、高韧性、高耐火性的要求。
技术研发人员:阴树标,张欢欢,张俊粉,林大帅,贾元海,薛启河,汝娟坚,高磊,黄吉祥,帅康新,曹宇曦,张龙伟,张晓松,程烨,孙毅然
受保护的技术使用者:昆明理工大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!